
Current Position:Home > Solutions >OEM Project >Plastic machinery
Abstract: This system is mainly aimed at the description of a main technological process of the double-position hollow bottle blowing machine, and is also a case of the application of electronic ruler module in OEM equipment.
Keywords: 8TC (UN 231-7PF22), SIEMENS 226485 communication, electronic ruler module (231-7HC22)
1. System overview:
Dual-station hollow bottle blowing machine, its control unit includes the main engine heating system, main engine speed control system, traction control system, cutting control, oil pump control, extruder servo control, system and some safety protection functions. Its working process, barrel, die head heating, heat preservation after reaching the set temperature for a certain period of time, open the main machine extrusion, extrusion by the frequency converter control, according to the signal collected by the electronic ruler and touch screen set on the curve, the AO control signal to control the frequency converter, after discharging, open the left and right workstations to take material in turn, on the screen Setting the cutting length, starting the cutting machine after reaching the set length, the completion of each action has the corresponding magnetic induction sensor as a signal acquisition.
There are two power systems in the whole system, one is the oil pump control system, the other is the motor control system.
L Oil pump control system mainly uses hydraulic principle, two AO output control signals of PLC, control pressure valve and flow valve output, the upper computer set the output percentage of each process step, the whole process has 15 groups of processes, each group of control speed requirements are different, specific procedures can be seen. The main control systems consist of:
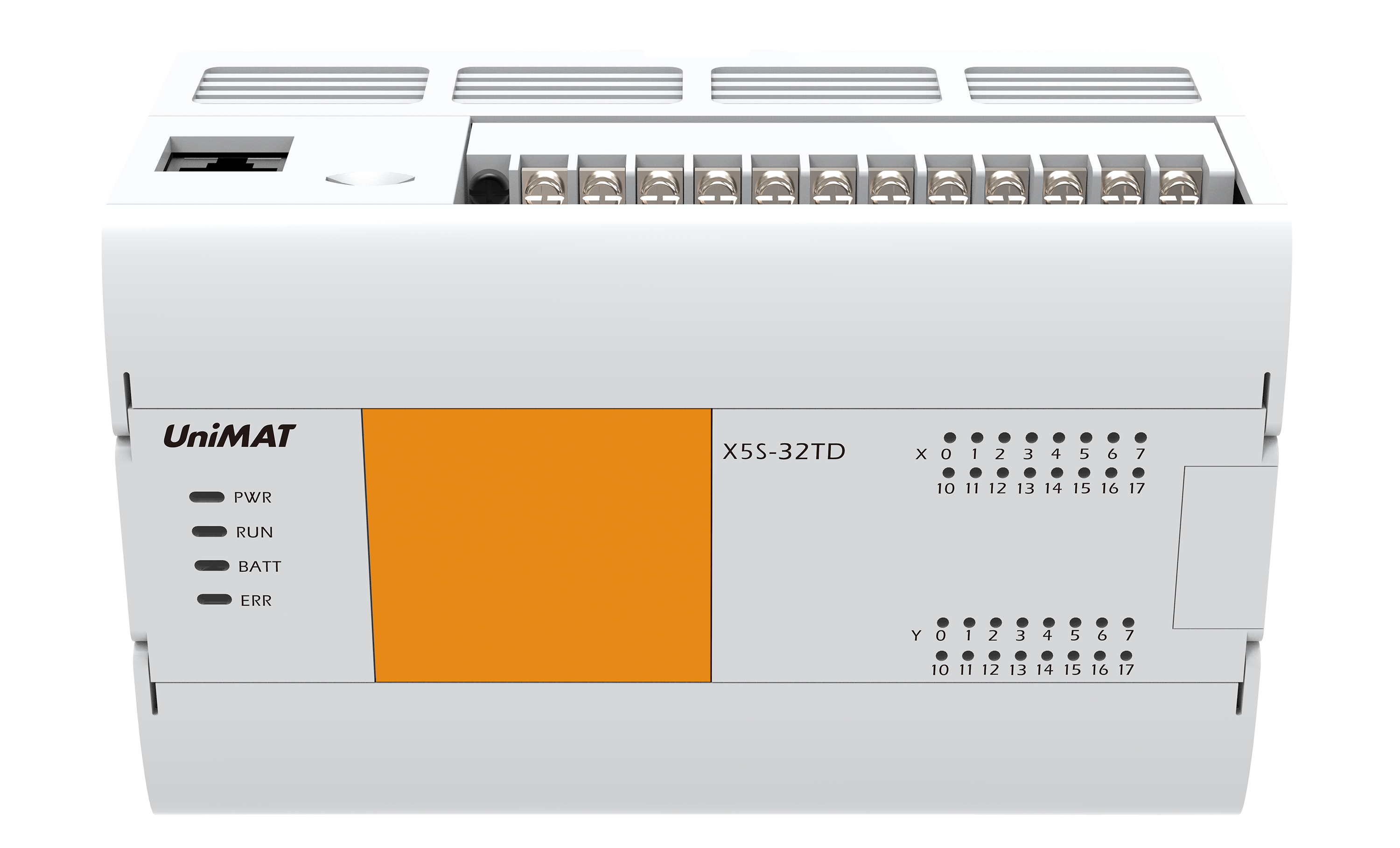
L SIEMENS 226+un221 (8DI) +223 (16DI/DO) +8TC+2AO

L motor control: extruder part is a single loop control, by 224XP + 7HC22 + 2AO, extrusion motor has a separate control interface, can adjust the speed of extrusion, extrusion plastic thickness control by AO control inverter.
2. system requirements
(1) extrusion system
The extrusion system includes screw, barrel, hopper, touch head and mold. Plastic is plasticized into a uniform melt through the extrusion system. The plastic is melted in the barrel. According to the extrusion curve set by the touch screen, the thickness of the plastic liquid is self-adjusted. This point is very important in the extruder. The thickness control is not good, which affects the molding, electricity. The sub module module collects data changes of extruder screw and makes motor output adjustment in time. At present, the most commonly used driver is the frequency converter, the stability of the output of the frequency converter is directly related to the stability of the extrusion.
(2) transmission system
The function of the transmission system is to install the mould frame after extruding plastic material in the extruder.
Left rack (left upper rack - wait - touch - wait - cut head - left lower rack - left inserted pen - left blown - wait - stop blown - left back pen - left opened mold), right rack (right upper rack - wait - touch - wait - cut head - right lower rack - right inserted pen - right blown - wait - stop blown - right back pen - right opened mold)
The drive system provides the torque and rotational speed required by the screw in the extrusion process, usually consisting of motor, reducer and bearing. The whole power system is provided by the oil pump. The two-way AO controls the proportional output of the pressure valve and the flow valve through the proportional amplifier plate, and the corresponding output control solid-state relay module corresponding to the DO point. Indirect control of industrial battery valve switch.
(3) heating and cooling system
Heating and cooling are the necessary conditions for plastic extrusion.
A. Now the extruder usually uses electric heating, divided into resistance heating and induction heating, heating sheet installed in barrel 1 area, barrel 2 area, barrel 3 area. The heating installation is made of the plastic inside the external heating cylinder, which is heated to reach the required temperature for the process operation.
The B. cooling installation is designed to ensure that the plastic is in the temperature range required by the process. Its role is to maintain the three barrel temperature values in a relatively constant range, to prevent excessive temperature makes plastic synthesis, scorching or setting difficult. Barrel cooling can be divided into water cooling and air cooling. Air cooling is more suitable for ordinary small and medium-sized extruders, while water cooling or two separate cooling methods are used for large-scale extruders.
(4) automatic control system
The automatic control system includes touch screen, PLC, electronic ruler sensor, temperature sensor and some executive devices. Automatic control system is an interface between human and machine. All the parameters of the machine should be set, monitored and started or stopped here. The automation and reliability of a machine are reflected here.
3., system configuration and function realization
System composition:
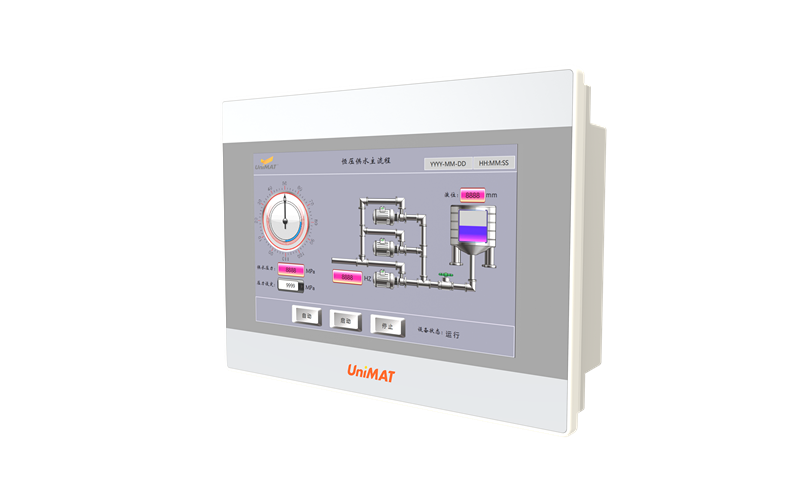
SIEMENS human-machine interface SMARTLINE 700 IE;
CPU SIEMENS CPU226
8TC UniMAT UN231-7PD22
2AO UniMAT UN232-0HB22
8DI UniMAT UN221-1BF22
16DI/DO UniMAT UN223-1BL22
MITSUBISHI inverter + controller
SIEMENS CPU224
4AI UniMAT UN231-7HC22
2AO UniMAT UN232-0HB22
控制方案:

Above is the main program we get for a plastic machine. We can see from the program that the process steps of the control system are very fine. Each process has its own separate process marking sensor, with four temperature acquisition control system, one electronic ruler loop control system.
Give a brief introduction:
Left upper frame (left upper rack has 3 sensor in place, transmit 1, transmit 2, transmit 3)
First, the corresponding Q-point output, pressure valve and flow valve set in accordance with the touch screen proportional output, oil pump start, drive frame from left to right movement.
2. When the left frame movement reaches the transmission 1, enter the first deceleration stage, the proportional valve and flow valve proportional data changes, the speed should be 0.75 times the original.
3. When the left frame movement reaches transmission 2, enter the second deceleration stage, the proportional valve and flow valve proportional data changes, the speed should be 0.5 times the original.
Four. When the left rack movement reaches 3, it enters the stop state and the Q. point is set to 0.
It has 3 sensors, 1 bits, 2 bits, 3 bits.
First, the left upper frame is in place, waiting for the extrusion system to be in place.
Second, the corresponding Q-point 1 output, pressure valve and flow valve set in accordance with the touch screen proportional output.
3. Matching in place 2, closing speed decelerates, pressure valve and flow threshold decreases, position 3 sensor has signal output, closing in place, Q point 0
Four. Wait for a while. The part of the extruder is raised and the cutter is moved forward to complete the cutting work.
Five. Perform the action of the left lower shelf, corresponding to the output of Q.
Six. The lower shelf is completed, left pen stroke is taken, and then the pen is put in place, then left blowing, waiting.
Seven, blow up, stop blowing, left back pen.
Eight, return to pen in place, carry on the left open mold.
Nine. When the die is finished, the whole action of the left rack is completed and the action on the right rack is the same.
L Because each action has corresponding in-place sensors as a basis for judgment, according to the status of these sensors can do a good job alarm prompt work, such as the shelf is not in place, open the mold is not in place, closing the mold timeout and a series of system alarms.
All the control systems above are controlled by Siemens main engine, and the speed of extruding plastic material is controlled by inverter controller.
The control of extrusion plastic wall thickness of die head part is driven by CPU224 slave station to do a separate control, by controlling the distance between die mouth and die head to control the thickness of the discharge, the corresponding control curve has been set on the touch screen.
L The whole system is divided into automatic control system and manual control system, corresponding to the touch screen to do a good job in the setting of various parameters, including all the delay time and all the proportion of action and flow data.
This control scheme is characterized by the adoption of MPI communication between the host computer and the slave computer and the touch screen. The control scheme and ideas are relatively clear and the whole cost is relatively low. If the CPU is replaced by UNIMAT, it will be more cost-saving, especially the 16-bit precision electronic ruler module, which has been better applied in this system. The profit of the product has been improved.
System function realization
1. Using Siemens SMARTLINE 700 IE color touch screen, the screen can be switched between Chinese and English, the interface is perfect and rich, can realize manual control and automatic control switching, as well as parameter settings.
2, it can achieve double station machining and improve production efficiency.
3. The thickness control output of the system extruder can effectively meet the needs of all kinds of machining, and the precision and products are all up to a grade.
4, speed real-time display, torque, current and pressure detection, temperature zone real-time display.
5, the operation and display of main machine status and parameters across the whole line.
6. Automatic alarm prompt.
7, organic cylinder insulation function, to prevent the material temperature is low when starting the extrusion system.
8. the process is simple and convenient for equipment maintenance.
9. the unique electronic ruler test system closed-loop control, better improved the performance of the hollow blow molding machine.
The 10. die and die can be replaced in real time, which can meet various production conditions and requirements.
At present, most of the hollow control schemes in China adopt thermometer control or use Delta PLC and thermometer control together. Although these schemes have the advantage of low price, they have great limitations in control function. With this scheme, the parameters of the whole extrusion process, such as melt pressure and temperature, die body temperature, extrusion and upper and lower shelves, die opening, die closing speed, feed rate, motor current and voltage temperature, can be measured on-line, and the inherent closed-loop control can be used. This is very advantageous for ensuring the stability of technological conditions and improving the accuracy of products. Using the man-machine interface and the alarm information reflected from the man-machine interface, the staff can easily remove the fault. The production efficiency is improved.
The application areas of these control schemes include:
Small beverage bottle processing line
Medium oil bottle processing line
Barbell processing line
4, concluding remarks
According to the importance of the plastic extrusion system in practice, this control system uses the UniMAT electronic ruler module and UniMAT I/O O O module for the first time, which achieves the desired effect, improves the stability of the system and saves the system cost to a certain extent. The system is in good condition after being put into operation, which brings objective benefit to customers and has a good application prospect.

(main control interface: pressure and current real-time display, flow and current real-time display, oil pump motor start-stop button, extrusion motor start-stop button, screw speed (control extrusion speed))

(Field extrusion curve setting, plastic embryo measurement, actual data collected by electronic ruler, linkage control AO control of private service motor action)
Picture 14.jpg
(all actions, pressure and flow output ratio set interface, can be real-time adjustment).

The manual control interface on the touch screen. There are separate control buttons on the edge of the plastic machine.

The temperature setting and switching control of the die and barrel parts, as well as the state of heating and cooling.



 微博
微博




